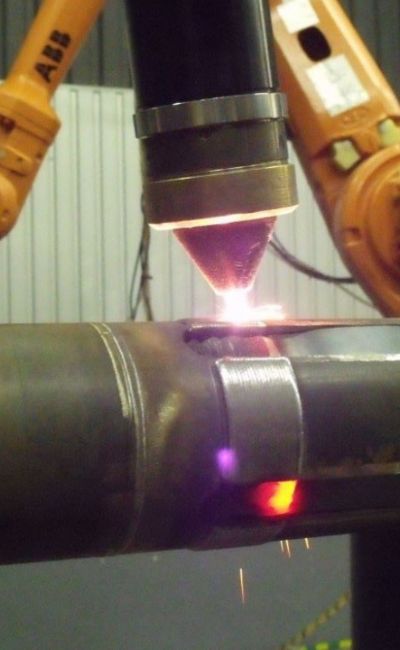
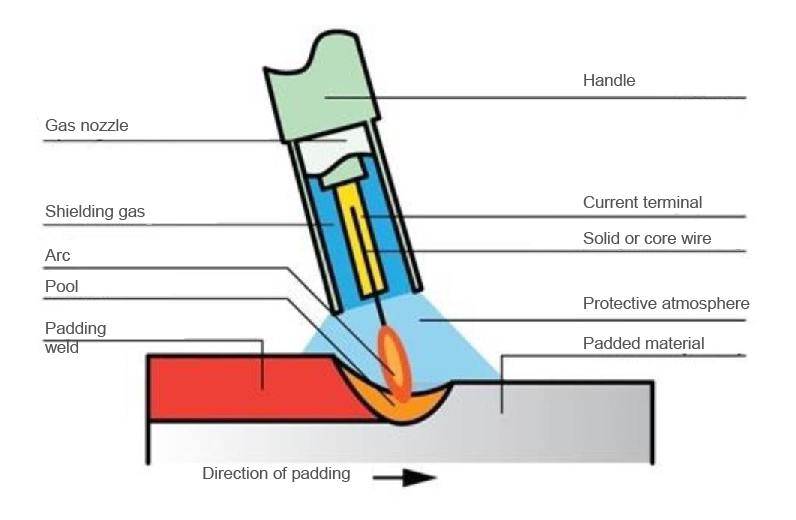
MIG/MAG (GMA) pad welding involves an arc between the consumable electrode and the welded object in a gas atmosphere which melts the electrode material and the substrate creating the padding.
Solid wires with diameters of 0.5 – 2.4 mm and powder core wires with diameters of 1.2 – 4.3 mm. Pad welding capacity of 4 – 10 kg/h can be achieved with DC pad welding with with positive polarity and arc metal spraying. A potential drawback of this solution is the high proportion of substrate metal in the padding, which is 20-40%. It is possible to limit metal weld penetration to below 5% by pad welding with thin wires with a diameter of 0.5 – 1.2 mm, so-called short-arc with coarse metal transfer through the arc.
The process is robotized to achieve maximum repeatability with minimum number of defects. The MIG/MAG process is used by Plasma System S.A. in all situations where the required precision is lower than in the case of laser or PTA pad welding, and the economic factor or high layer thickness are of decisive importance. This method is very versatile and can be applied to a wide range of padding materials.
PTA pad welding is a process where the source of the heat is a plasma arc, which is a stream of highly ionized gas. The material in powder form s fed directly into the stream of hot plasma, where it is melted and then flows into a pool of liquid metal. Plasma pad welding enables a higher power density and efficiency in the case of the TIG method, while maintaining top quality of the padded layer and low mixing with the substrate. Additionally, using a concentrically fed stream of powder ensures full repeatability of the process.
TIG (GTA) pad welding is arc pad welding with a non-consumable electrode in a gas shield which involves feeding the filler to the arc area between the non-consumable tungsten electrode and the padded substrate in inert gas shielding.
The filler can be fed in the form of solid wire, powder wire, strip or powder melted directly on the padded substrate. The protective gasses in this process are generally argon and helium; 5-10% hydrogen or nitrogen additive is sometimes used to increase the temperature (hydrogen additive is not acceptable in the case of welding aluminium, copper and and their alloys). The non-consumable electrode is made of tungsten with the additive of thorium, zirconium, lanthanum, cerium or nir to increase the durability, ease of ignition and stability of the arc.
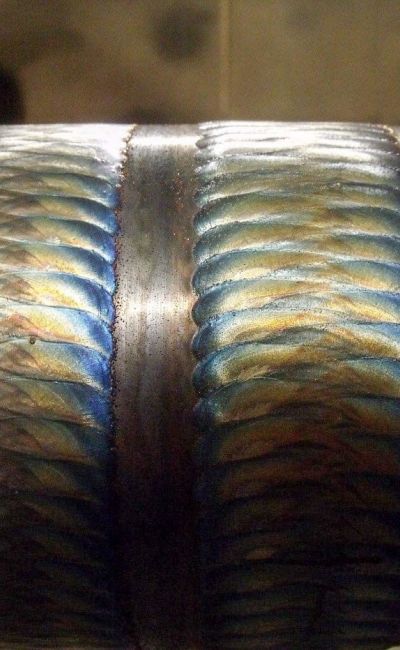
High repeatability and stability of the arc provide exceptional quality of padding with almost no defects. The TIG method is used by Plasma System S.A. in all situations where the filler is available only in wire form, and the technical conditions prohibit the use of laser or CMT technology.
Items made of steel, cast iron, cast steel, copper alloys and aluminium alloys can be padded. Padding welds are applied with high-alloy steels, lead, nickel alloys, cobalt, copper, aluminium and ceramics.
The CMT (Cold Metal Transfer) technology is an innovative system developed by Fronius for welding and padding with a minimum amount of heat input. This system, due to its specific nature, causes up to 75% less mixing of the filler with the native material compared to other pad welding methods. The CMT method makes it possible to combine materials with extremely different melting points, such as steel and aluminium. The filler is fed into the pool in wire form. Owing to the low degree of mixing, the top layer gains the required properties with the first layer already, and the low heat impact limits component deformation.


Sign up for our newsletter!
We’ll let you know about new products/services and other important updates.